漢語
漢語 English
English Espa?ol
Espa?ol
針對等離子滲氮工藝,在氮化爐中利用雅之雷德的真空系統技術。
等離子滲氮技術對于熱處理變得越來越重要。一流的技術和控制措施確保化合物層和擴散層的結構和成分可以得到持續的控制和監測。脈沖直流等離子用于實現均勻的熱處理效果。這種熱化學工藝的優勢是可以在 520°C 和 580°C 之間相對較低的溫度下進行熱處理。為使等離子體導電,必須使用自由載流子進行電力傳輸。在大氣壓力下,要使等離子體具有導電性,所需達到的溫度在經濟上并不現實。然而,在實踐中,在 2.5 毫巴壓力下工作,這樣的條件就允許在低于 600°C 的溫度下進行熱處理。與其他熱處理方法相比,這已經是很低的溫度了,這對組件的扭曲特性具有極其積極的影響。此方法的另一優勢是,可以對組件中不需要滲氮的各個部分進行機械掩蔽,從而有選擇性地將其排除在滲氮工藝之外。這不會改變掩蔽部分底部表面的特性。
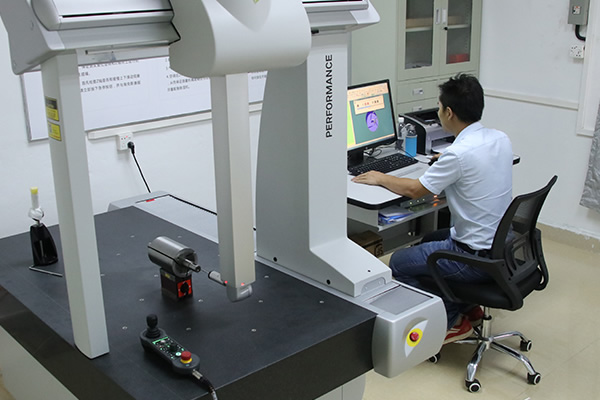
在實際執行等離子滲氮工藝之前,需要將待處理的組件精確放置在固定設備上。零件必須放置在氮化爐中最合適的位置,方可實現理想的表面特性。在加料程序結束并關閉氮化爐后,即會將氮化爐抽真空至所需的工藝壓力,并使用壁裝式伴熱器對其進行加熱。此加熱過程結束后,組件即會暴露于氮氣氛中的輝光放電作用下。在輝光放電過程中會產生等離子。在此過程中,氮進行離解和離子化,并在組件表面燃燒。確切的處理溫度和滲氮持續時間取決于組件的材料、尺寸和成分,以及要實現的滲氮層深度。滲氮程序完成之后,氮化爐和組件即會進行冷卻。整個過程持續 17 到 30 個小時。在此期間,真空系統一直處于運行狀態。
此款真空系統包括一個油潤滑旋片真空泵(作為前級泵)和一個羅茨真空泵。該系統可實現小于 1 x 10-2 毫巴的極限壓力,工藝過程中的實際工作壓力為 2.5 毫巴。這樣可以充分利用真空系統的最佳抽氣速率,也就是此運行范圍內的最高速率。
工藝開始時,好凱德旋片真空泵將氮化爐從大氣壓力抽至 100 毫巴的粗真空狀態。只有在此時羅茨真空泵才會運行。作為增壓泵,它會顯著提高真空系統的抽氣速率,從而快速實現并可靠地維持工藝壓力。 通過將真空系統與旋片真空泵及其控制裝置結合使用并特別針對工藝進行協調,能夠以近乎最低的能量消耗實現最快的抽氣速率。
网信购彩welcome通過精準地維持工作壓力和抽氣速率,可以確保運行能力和工藝的可復制性,從而能夠精確地實現理想的產品特性。氮化的等離子體大多是高合金不銹鋼,不過建筑用鋼或燒結金屬也采用此工藝進行熱處理。
雅之雷德機電堅持:真空技術的絕對可靠性是第一要務。這是因為滲氮工藝中真空系統出現故障會導致整批高質量、高成本的精密組件報廢。在此期間,真空供給沒有出現任何故障。
真空系統僅需要最低程度的維護。除了每日目視檢查油位,旋片真空泵以及羅茨真空泵齒輪中的機油僅需每兩年更換一次。
相關動態